両面ボール盤

加工位置と精度:図面の技術的要件を満たすためにバルブ本体の両端のフランジ穴を加工します
部品の材質:鋳鋼
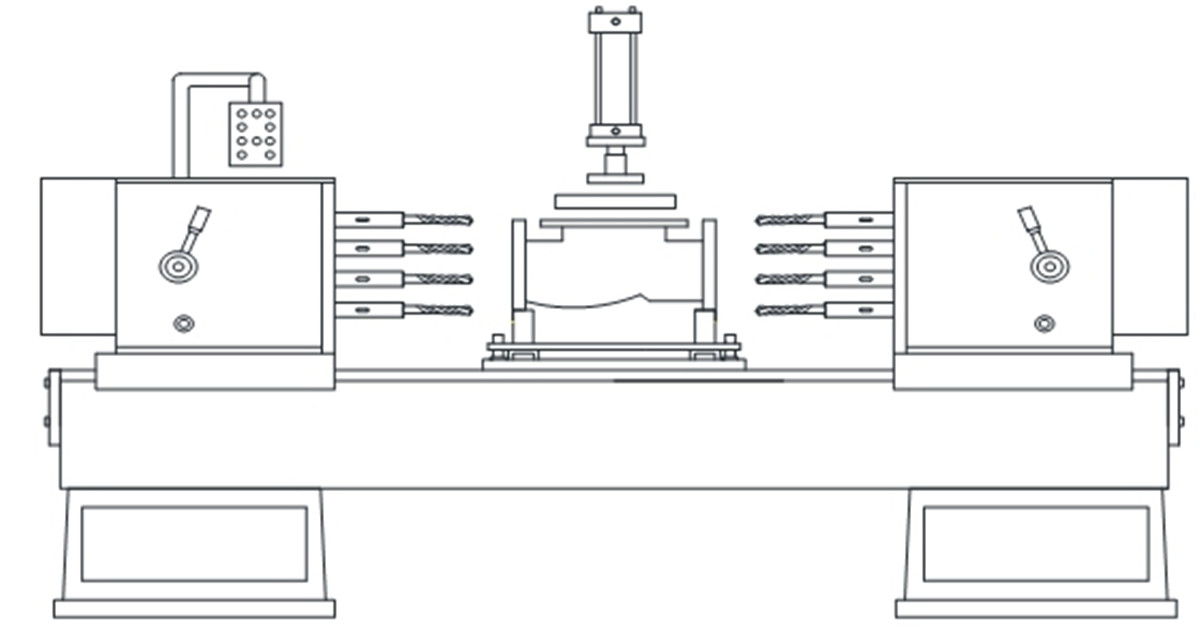
機械構造:本機は横型油圧式両サイドボール盤です。左右のヘッドは油圧移動式スライドテーブルギヤボックスで構成され、中央はワークテーブルと油圧治具で構成されています。この機械は完全保護、自動チップコンベア、水冷を採用し、独立した電気キャビネット、油圧ステーション、集中潤滑装置などを備えています。ワークピースは手動で持ち上げられ、油圧でクランプされます。詳細は機構図を参照してください。
ワーク加工標準工程:
本機は1個ずつの一回の位置決め加工であり、前工程で設置位置決めの基準となる基準面を加工する必要があります。
標準プロセスは、ワークピースの洗浄→加工対象ワークピースのツーリングへの設置→ワークピースの油圧クランプです。2 セットのワークスライドを早送りして攻撃することができ、2 セットを同期または段階的に処理することができます。
元の位置に後退-油圧リリース-手動ロードおよびアンロード→次のサイクルに入る。
メインマシンパラメータ
| モデル | HD-Z200BY |
| 電源(電圧・周波数) | 380V/50HZ |
| 最大軸移動量(mm) | 380 |
| ドリルパイプ速度(r/min) | 270 360 |
| ドリルパイプ設置(国家標準) | モースNO.2 |
| 適合ドリル(mm) | 8-23 |
| 穴あけ距離誤差(mm) | 0.1 |
| 加工穴径(mm) | 60-295 |
| 分。加工穴に適した中心距離(mm) | 36 |
| ツーリングフォーム | 油圧クランプ |
| フィードフォーム | 油圧送り |
| 掘削モーター出力 | 2×5.5KW |
| 送り速度 | 無段階速度調整 |
主な特長
(1)この機械はHuadian PLCコントローラと連携しており、端面穴、中央オリフィス、ボアホール、球体などの多くの手順に対応でき、強力な機能と簡単な操作が可能です。
(2)送りテーブルガイドウェイは高品質ねずみ鋳鉄を使用し、トラフ粗鋳造、3回の焼き戻し、時効処理を行っています。残留内部応力を徹底的に排除し、ガイドウェイの表面にはスーパーオーディオ焼入れを採用し、硬度はHRC55までとなります。高精度のガイドウェイ研磨加工により、精度、剛性、安定性を確保しています。
(3)伝達部は精密ボールネジと補間を採用し、隙間をなくし、機械の安定した駆動を確保します。
(4)パワーヘッドには強力なモーターによる3段階の手動変速が装備されており、低速ながら高トルクを実現し、重い切削負荷に耐えることができ、加工効率を向上させます。
(5)作業装置は油圧自動クランプを採用し、効率を向上させ、労働力を軽減します。
(6)この機械は集中潤滑を採用しており、各可動部品の完全な潤滑を確保し、工作機械の寿命を延ばします。